
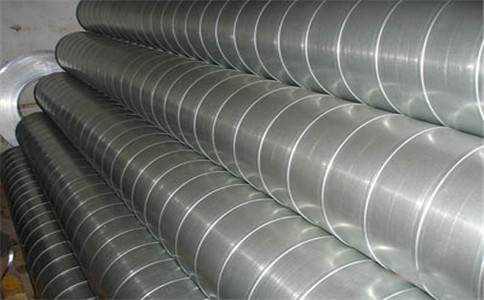
湖北螺旋风管加工厂谈焊接螺旋风管要留意的问题
螺旋风管环保通风除尘工程中发挥重要的用途,在螺旋风管厚度上,咱们要坚持直径不得小于320mm关于矩形的风管体系边长要在至少0。5mm的厚度,风管加工在通风管道设备中,风管板材的拼接的咬口缝隙应错开不得有十字型拼接缝这样的准则。在中低压体系风管中法兰的螺栓及铆钉孔的孔距应不得大于150mm,紧密的空间确保施工的质量。同时焊接螺旋风管需要留意些什么了?湖北伟诚风管加工厂带大家来了解一下:
1、焊接前准备充分
(1)根据板厚方法,采用机械加工制造生产制造、低温等离子体孤光纤激光切割或碳弧气刨等方法切料生产制造坡口,为了更好地更好地避免迸溅金属复合材料危害,在运用碳弧气刨和开坡口和手工制做电孤焊接时,应在坡口两侧涂上石灰粉。
(2)坡口方法宜采用V形坡口,要采用较小的焊接电总流量,那般可以防止螺旋风管硬件配置不锈钢板材导致晶间腐蚀。
(3)为了更好地更好地做到联接头具有一样的特点,应遵循“等成分”规范来选择焊接螺旋风管机器设备原料,此外要注意联接头里的合金成分不能太多,那般是为了更好地更好地提升联接头耐高温裂缝和晶间腐蚀专业能力。
(4)应采用苛刻的精确精准定位焊,遵循“短而厚”、“焊接不焊透”的规范。
2、焊接标准规范
(1)手工电弧焊时悍机应采用直流电源接错,氩弧焊机时要采用直流电源正接。
(2)在焊接前,应将焊丝用不锈钢线清除表层的氧化皮,而且用二甲苯怀化螺旋风管厂家清除,接着进行烘干处理解决,随取随时随地应用。
(3)为了更好地更好地防止耐高温螺旋风管珠光体开展进行析出敏化及晶间腐蚀,应严格控制固层溫度和焊后致冷速度,因而要求焊接时层间温度控制在60℃以下。
(4)在焊接时尽量运用氩弧焊机摇把专业性,该技术性特性很好的控制焊层表层色彩以及成形,焊接预期效果比较理想。
以上就是有关湖北螺旋风管加工厂谈讲解的有关螺旋风管的讲解,如果有想要咨询或是了解风管的朋友,可在线留言或是咨询,湖北伟诚风管加工厂竭诚为您服务!





 服务热线
服务热线